本篇整理自日星鑄字行張老闆的「今夜不談復刻」講堂,並獲得張老闆同意刊登,希望能藉由文章分享,讓更多人知道關於活版印刷的知識。
在電腦排版盛行的今天,「活版印刷」已經成為課本上的專有名詞,很少人記得這已經存在並使用1400多年,由中國人發明的技術,更不了解過去出版界是多麼依賴著活版印刷。但在台北火車站附近的小巷子內,日星鑄字行的張老闆仍為了保存它,默默地耕耘著,為了不讓有著一千四百年歷史的印刷術就此消失⋯⋯

什麼叫鉛字?上面看到這一堆全部都是鉛字,但你看了這麼多還是不懂。代表說我們整個社會對這行業的不關注,而且陌生。
希望藉由這樣的形式,將活版印刷跟大眾做一個更恰當的介紹,在社會上有人理解,活版印刷才能夠去應用、延續,傳遞一些訊息,我們保存這些才有意義。
活字規格表
首先我們看到一張活字規格表,現在電腦字型上以 point 作為主要的規則系統,但漢字跟拉丁語系的結構有點不太一樣,鉛字一開始在設定時對這種 point 的概念不太熟悉,可以看到一種是美式的稱呼,另一種是中式的規格,那等一下會解釋一下它們之間的關係。
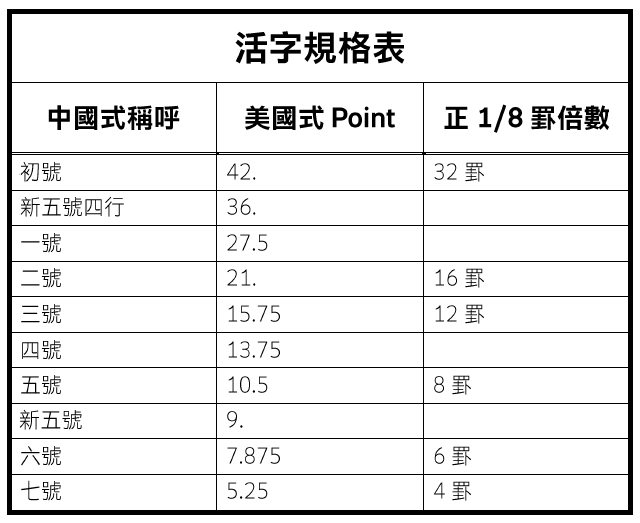
在美式的欄位上,可以看到最大的是 72pt,那這種大小在鉛字上是有的,但台灣沒有做到那麼大,最大只做到初號,是 42pt。早期是手搖鑄字機有做到 72pt 那麼大,現在的鉛字一般是實心的,但手搖的鉛液是比電鑄的還要密實。電鑄的有空隙在裡面,但手搖的就很少,密實就表示鉛材要用的多,不管是以前還是現在,都是個很大的經濟負擔,所以會把鉛字的上下腰圍做得很細來減少鉛的用量,但現在這種手搖的鉛字已經很少見了,偶爾在回收時才會看到。
新五號與老五號
初號下面那一行寫的是「新五號四行」。所有的活版印刷編排都是以五號為主,稱五號為「老五號」,相對應於後來出現的「新五號」。會出現新五號是因為當時報紙的排印是以 pt 為主,但一般的老師傅腦中只有初號、一號、二號、三號等等,於是把 9pt 稱為新五號,原來的五號 10.5pt 稱為老五號,12pt 為新四號,13.75pt 為老四號。
讀者可以發現到,五號 10.5pt 乘以四等於 42pt,就是初號的大小。那 36pt 新五號四行,也就是依此規則訂出來的。這邊有一個五號四倍的鉛條,五號是排版裡面最基本的規格,跟活版印刷廠談,一定要以這個為基準,用其他號數講,老師傅會搞不清楚。
鉛角的規格
新五號四行這個講法,以前去日本學習的師傅不會這麼說,是上海那邊的師傅傳來的,對鉛角的稱呼不太相同。對鉛角的規範是從五號四倍,三倍,兩倍,一倍,二分,三分,四分,四分之三,三分之二,光這些鉛角的規格,就有這麼多。早期的排版師傅要去背這些鉛角的寬度。
號數間的關係
不同號數之間的相互關係,一個初號就是兩個二號,一個二號就是兩個五號,一個三號是五號的一點五倍,一個三號是六號的兩倍,而一號跟四號是獨立規格,很奇怪。
所以做排版的人最煩惱的就是,一張稿裡面有一號、四號、三號⋯⋯。也就是說,初號、二號、三號、五號、六號之間都有關係,可以去做換算排版,唯有一號四號是自己一個體系。
大家在設計時,盡量不要將兩個體系混用,混用後最後會有誤差,就要剪紙版去塞。活版印刷機還好,最後版是放平的,夾起來去印;如果是用大圓盤,尤其現在很流行印起來要有壓痕的感覺,大圓盤是排在框框裡放直的,這時候如果沒有排好的話,夾緊的時候還好,但放上去機器一動,就會整個破掉,所以圓盤印刷師傅很怕去印排好的版。活版跟現在一般的平版印刷比起,活版有很多規範,不常用就會生疏。
黑罫線
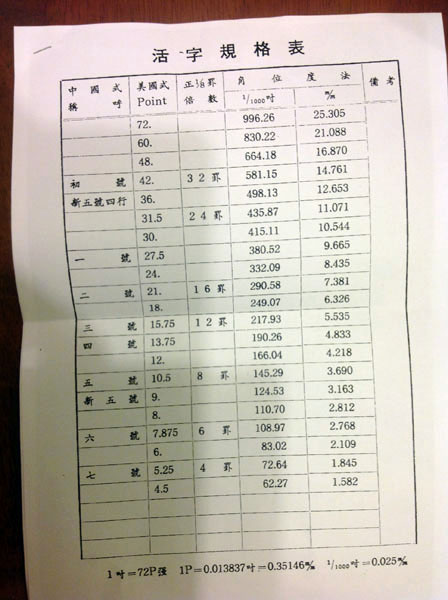
上面這張活字規格表,這是使用活字印刷排版出來的,表格中有很多的格線,那些格線,就是以黑罫線去排版。有一面是細線,另一面就是粗的,這些罫線的寬度要很精準,八條就是一個五號的寬度,若有寬度上差距,師傅排版完成後要用紙去塞滿,否則一上到印刷版時一夾就會整個散掉,活版印刷不是粗糙的工作,是很精密的。
表格中可以看到「罫數」這一行,像是五號的大小就是由八個罫條排成的。一號是 27.5pt,三號是 15.75pt,四號 13.75pt,六號 7.875pt,這些數字在電腦排版軟體上都是看不到的。這就是活版印刷和電腦排版的斷層,之前印了一本書,再怎麼調整都沒辦法跟鉛字排出來的規格相符,再怎麼調字距,就是不會等長。
六號這個 7.875pt 是很獨特的,在日本的關東地區後來就改成 8pt,三號用 16pt,做一些小的調整,讓後面的小數點消失,不然在排版時是很傷腦筋的。但在台灣沒有辦法,台灣活版的技術是延續日本跟中國,融合一起的,所以有些東西很難改。
曾經在民國 62 或 63 年的時候,活版印刷業界有討論過是否要把六號字改成 8pt,後來不了了之。因為當時龍頭的鑄字行認為一但要改,所有的銅模都要重做,六號的一套字總共一萬零五百多個字,如果一個字算一百五,就快兩百萬。那又有三套字體宋、楷、黑,五百多萬,他們不願意花這個錢。所以現在台灣的規格,是全世界最奇怪的地方。
視覺規則
在活版印刷排版時,要嚴守視覺排版的要求,現在電腦排出來的版,對活版印刷的師傅來看,排版都是有點奇怪的,在比例就是讓人想不通,不是太胖就是太瘦,排版標準也有不同,以前在做 A4 時是以 21.2cm 為標準,信紙則是 21.6cm,活版印刷一定是做七吋 21.2cm,後來美國的規格才以 21cm 為標準。
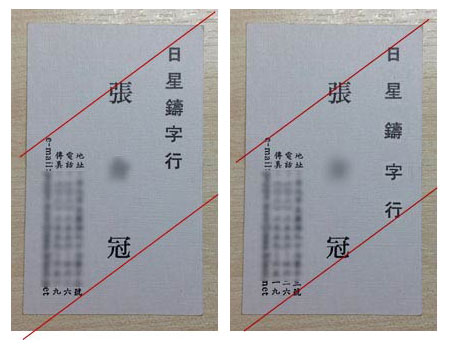
活版印刷在視覺上面有很多沿襲下來的格式,以名片為例(9cmx5.5cm),以五號字為基準來看寬為 24 倍,但排版時版面不能超過 21 倍,活版大部份都是排直式,這點也和目前的電腦排版有很大差異,名片上的排版應在同一斜度上才美觀(如圖),視覺上看起來才會穩定。這些不成文的規範,都是活版印刷長年累積下來的經驗和規則,但現在在電腦排版上已經消失。
鑄字要求

鉛字鑄的時候,固定邊的誤差要低於千分之零點五毫米。若達不到這個要求,累積一排的時候就會出現問題。在同樣號數的字上可能還好,但當有不同號數混合時,這種誤差就很明顯。鉛字的高度是千分之九百一十八英寸,有的是千分之九百二十八,也有千分之九百四十五,依當地機器的調整,但至少會有統一的規格。
每一種號數的凹槽深度也不一樣,初號是千分之六十,一號是千分之五十五,每一家鑄字行都會稍微調整一下深度,但總高度不變,因為一但變了,彼此就不能合作。
活字印刷功夫
現在一般的影印紙,一張 A4 的紙約 70 磅,以前活版印刷常要印的雜誌紙只有 35 磅,這個已經算厚。現在很少見到有一種毛邊紙,只有 15 磅,非常薄,在印刷時就很考驗技術。印在那麼薄的紙上,平整度一定要達到一定的標準。
通常的調校方式是在印第一張,就檢查哪裡不均勻,不平均也不一定是鉛字沒排好,可能是印刷機器後面的橡皮布或卡其布,印久了有凹陷,找出原因後做出調整,如果印出來有字太深或太淡,都要再做處理,活版印刷是很考驗師傅的功力。

其實好的活版印刷作品,摸起來要是平整的,不能有印刷凹痕,這在控墨跟滾筒的控制上都要很仔細。墨要下多少,紙張是哪一種,配合起來才有質感在。那現在都靠電腦理處,例如調色,用感應器一測就知道黃的差多少,紅的可能太多。
早期活版印刷墨色的薄厚都靠師傅處理,上墨太厚,印刷時紙面就會暈開,視覺的閱讀性會降低,要控制在字體的銳利度要夠,但濃度也要夠,都需要靠老師傅的功力。
以前的印刷機只有單色,雙色機很少,但進口的可以到四色機,那時候的彩色印刷師傅在調墨上非常厲害,給了色票都不必去查,眼睛看一看,直接手調,顏色出來就非常準。
結論
今天讓大家知道,活版印刷的規則就是,不管在排什麼樣的版,請用五號為基準。五號就是所有活版印刷計算上的常數,二號、三號等都是五號的幾倍,要去計算他們之間的關係。但盡可能在排的時候,不論是直的或橫的,一行就是一種大小,才不會讓師傅傷腦筋。